
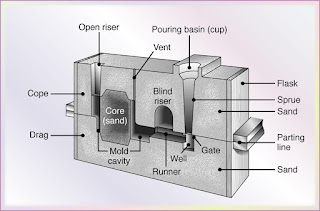
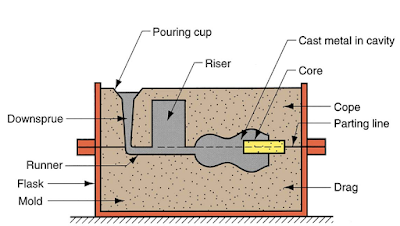
Cope and drag in Sand Mold :
Cope and Drag are the two parts of the casting flask. Cope is the upper part and drag is the lower part. Even if the casting process is flaskless , the same terms are used for the upper ans lower parts. Generally the flask is made of wood or metal. It contains molding sand. When metal is poured into the mold cavity the flask supports the mold.
Gating system:
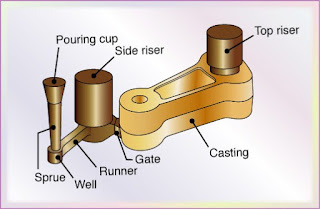
If the molten metal is poured directly from the ladle , it will erode the bottom of the mould cavity. So molten metal is poured from the ladle to the cavity through a gating system. The gating system in casting creates a series of channels through which molten metal reaches the cavity. Gating system has
- Pouring Basin : It receives the molten metal from the liquid metal container.
- Sprue : Pouring cup is attached to the sprue. It is vertical in shape . On the other part of the sprue there is part called runner.
- Sprue Base : Its the base of the sprue
- Runner : It is the horizontal part of the gating system. It connects the spues with the gates.
- The next part is the choke.
- Then comes the skim bob
- Gates and ingates : It controls the movement of the metal from the runners into the cavity.
- Riser
Riser:
The risers are also known as feed heads. When the metal solidifies it starts to shrink. And then risers comes into play. These feeder supply metals to the cavity when shrinking of the metal starts.
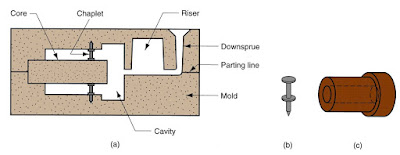
Core:
Cores are required to create the castings with holes. It can be made of refractory materials. Most often core sand is used to make it. Metal cores are also available but less frequently used.
Chaplets:
Chaplets are the supports for the cores. These are needed particularly when the cores are very big. Usually metal pieces are used to support the core. Without chaplets the core can be displaced and the casting can be spoiled. These chaplets are set-up between the core and mold surface. Caution should be taken while placing chaplets. Clean, oil and moisture free pieces should be used as chaplets.
Chills:
These are huge metal pieces used to reduce the effect of shrinkage. These increases the thermal conductivity and heat capacity. It helps in speeding up the cooling process. So thick metal parts are cooled quickly. They can be used along with the risers.
September 4, 2018
Categories: